航空、航天发动机的推重比与其热端部件的工作温度密切相关。长期以来,工程界致力于发展高温合金以提高工作温度。发动机的核心热端部件主要包括燃烧室、涡轮和加力燃烧室。下一代航空发动机的推重比大于12,要求提高热端部件的工作温度到接近2000K。这要求更新设计,使用陶瓷基复合材料(CMC)、单晶叶片等新材料和三维异型孔等先进冷却结构。陶瓷基复合材料(CMC)的精密去除加工技术是其应用于航空发动机的必备可靠技术。如何通过精密加工提高CMC与EBC的结合力成为研究热点。
中国科学院宁波材料技术与工程研究所所属先进制造技术研究所激光与智能能量场制造团队自2012年8月起,启动了高速皮秒/纳秒微细加工项目,针对陶瓷基复合材料(CMC)短脉冲激光加工工艺进行了深入的研究和大量的实验,近期取得新进展。
如图1、图2所示,采用纳秒脉冲激光的高速扫描方法,团队成功实现了中航复材产3毫米厚CMC材料的复杂形状精密低损伤加工,包括疲劳测试件和拉伸测试件的加工,从0.125到10毫米直径的孔钻削,CMC和树脂基材料微型齿轮件的加工,以及三角凹槽的三维加工。
图1显示,高功率纳秒激光器在适当的脉冲宽度和扫描速度下,可以实现高分辨率的凹槽加工,其表面和侧面加工完整性良好,在激光共聚焦显微镜的观察中没有发现微裂纹。目前,此项新进展已经在“MP3 2014 & ICPBPT 2014高能束流加工技术国际学术会议”、“ASME/MSEC大会”等国际大会上获得同领域专家的一致好评,并在《中国航空制造技术》等期刊上发表相关文章。
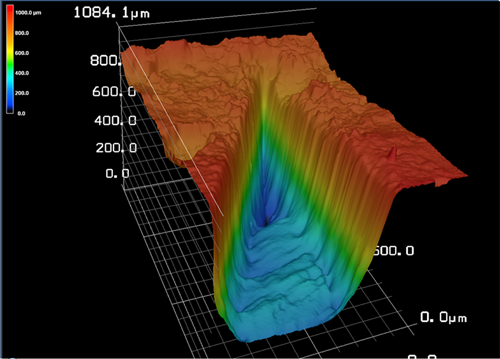
图1 CMC的三维激光加工
图2 脉冲激光CMC加工

 联系我们
联系我们