






主要职责
中国科学院贯彻落实党中央关于科技创新的方针政策和决策部署,在履行职责过程中坚持党中央对科技工作的集中统一领导。主要职责是:
一、开展使命导向的自然科学领域基础研究,承担国家重大基础研究、应用基础研究、前沿交叉共性技术研究和引领性颠覆性技术研究任务,打造原始创新策源地。 更多+
院况简介
中国科学院是国家科学技术界最高学术机构、国家科学技术思想库,自然科学基础研究与高技术综合研究的国家战略科技力量。
1949年,伴随着新中国的诞生,中国科学院成立。建院70余年来,中国科学院时刻牢记使命,与科学共进,与祖国同行,以国家富强、人民幸福为己任,人才辈出,硕果累累,为我国科技进步、经济社会发展和国家安全作出了不可替代的重要贡献。 更多+
院领导集体


科技奖励
科技期刊

工作动态/ 更多


中国科学院学部
中国科学院院部

语音播报

5月20日,ITER校正场线圈(CC)采购包氦进出管制造工艺认证最终报告及相关焊接文件顺利通过ITER国际组(ITER IO)的审批,标志着ITER CC采购包氦进出管认证工作圆满完成。作为ITER磁体系统中首个完成的氦进出管制造工艺认证,CC项目为ITER同类型工件的焊接提供了丰富经验和技术积累,此次认证也是CC线圈制造乃至ITER磁体制造中的重要里程碑。
氦管作为ITER CC中重要的部件之一,利用手工氩弧焊接(TIG)技术,在不损伤导体超导性能的情况下,完全焊透于线圈绕组过渡区域的薄壁铠甲上,用于向导体内输入循环液氦使其进入低温超导状态,对于保证线圈的超导性具有重要意义。根据CC采购包采购协议(PA)要求,为保护铠甲内的超导线缆,需将铠甲内壁的焊接温度控制在250℃以内。而因控温和控制变形的要求,在壁厚为2.2mm的铠甲上进行手工TIG焊接,且保证焊缝质量达到ISO 5817 B级这一国际最高焊缝质量标准尤为困难。在常规TIG焊接过程中,焊接熔池的温度可高达1500℃以上,而在极薄的铠甲壁厚条件下将焊接温度降低至250℃以下,且必须保证极高的焊缝质量,这给CC线圈的氦进出管认证工作带来了非同寻常的难度。
为确保实现ITER IO严格苛刻的焊接要求,攻克相关技术难题,采购包项目组自2011年起至2014年初,历时近3年,开展了数以百计的氦管焊接试验。一轮轮的反复试验,更新焊缝结构,一次次的失败与继续探索,最终成功摸索出一套适用于薄壁控温焊接的断续焊接工艺。自主设计的水冷工装和焊接保护夹具不仅可以降低焊接温度,保证焊接精度和质量,同时也为顺利通过焊接工艺评定奠定良好的基础。此外,在ITER国际组焊接专家的指导下,设计并改造现有设备,开发出一套独特的跑道型焊缝无损检测方法,获得了ITER IO的肯定。
2014年10月,采购包在ITER IO专家和指定的第三方必维(BV)公司见证下,完成了氦管制造认证工作。在最终的疲劳性能测试已满足PA要求的情况下,IO提出更高要求。项目组经过多次协商和努力于2015年2月开展了新一轮氦进出管认证工作,最终按时完成了所有认证任务和试验,且结果满足IO要求。
在科技部ITER中心、所领导及相关部门的关心和支持下,此次氦管制造工艺认证过程中,CC项目组与聚能电物理高技术有限公司通力合作,不断探索创新工艺,攻克技术难点,最终取得突破性进展,为CC项目首件线圈BCC1的生产制造做好了准备工作。

TIPC氦管低温疲劳测试
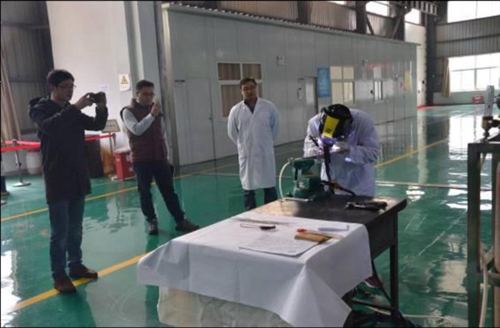
第三方BV公司现场见证

ITER IO专家和BV公司现场见证氦管的现场射线探伤





© 1996 - 中国科学院 版权所有 京ICP备05002857号-1  京公网安备110402500047号 网站标识码bm48000002
京公网安备110402500047号 网站标识码bm48000002
地址:北京市西城区三里河路52号 邮编:100864
电话: 86 10 68597114(总机) 86 10 68597289(总值班室)























